

當塑件側壁有通孔,凹穴或凸臺時,其成型零件必須制成可側向移動的,否則,塑件無法脫模。

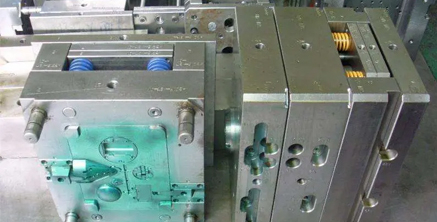
注塑模具被二個分型面分成動中間板定模板,因此,又稱為三板式注射模。比如點膠口的塑料制品和汽車內襯板制品等由于采用點澆口,塑件和澆口凝料需分開取出的,因此需要有兩個分型面,分別用來取出塑件和凝料。
單分型面注塑模具塑件和澆口凝料連成一個整體,只需要一個分型面來取出塑件和凝料。模具被一個分型面分成動模板和定模板,因此,又稱為兩板式模具。
做好注塑模具、服務好客戶的強烈愿望,必須要有這樣的強烈愿望,才會想辦法把模具做好、客戶服務好。做模具過程中會遇到各種困難,有了這個強烈愿望自然就會付出百分百的努力,最終把問題解決好實現準時完美交付。
常見注塑模具類型之嵌件模只是在成型前在模具中放置金屬件或已成型塑料件等外部零件,通過成型機將塑膠全部或部分裹覆在原零件外,生產出新零件的成型工藝。嵌件成型不僅僅可適用于熱塑性樹脂。這一工藝也適用于諸如酚醛樹脂等熱固性樹脂。尤其是需要承受強電流的電子元件,多會采用熱固性樹脂。
注塑模具側向分型和抽芯機構按其動力源可分為手動、機動、氣動或液壓三類。范仕達的使命是掌握注塑生產核心技術,從成品生產需求與客人做模具制作前技術交流分析,讓模具交貨期短,壽命長,快速量產和成品質量優!
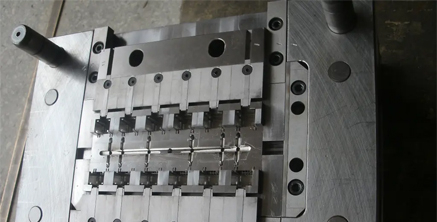
注塑模具抽芯是將成型側孔或側凹的零件做成活動的型芯。在塑件脫模時先將活動型芯抽出,再從模具中頂出塑件,完成活動型芯抽出和復位的機構叫做抽芯機構。當塑件上具有與開模方向不同的內外側孔或側凹等陰礙塑件直接脫模時,必須采用斜滑塊抽芯機構。

注塑模具排位是根據客戶產量、成型機等要求迅速地將模具結構,模具大小等在2D圖紙上畫出來而形成的圖紙。對結構設計人員來說,如果能夠排布出注塑模具排位圖對把握模具報價將會很有幫助。
注塑模具以下情況下需要修改模具,也就是注塑模具的修改原則:1.正常生產中模具零件的磨損;2.生產異常造成的撞機;3.塑料碎屑壓潰模具零件。注塑模具廠的設計錯誤、加工錯誤或者產品的設計變更則需要設計變更。
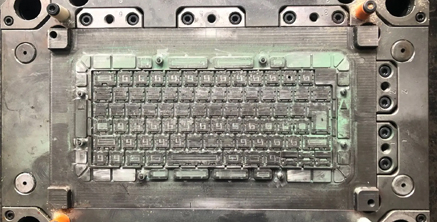
當塑料熔體注入注塑模具型腔時,如果型腔內原有氣體、蒸汽不能排出將在制品上形成氣孔,接縫、外表輪廓不清,不能完全充滿型腔同時還會因氣體被壓縮而產生的高溫灼傷制件,使之產生焦痕。注塑型腔內氣體被壓縮產生的反壓力會降低充模速度,影響注射周期和產品質量。因此設計注塑模具時必須考慮排氣問題。
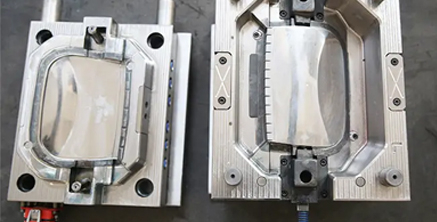
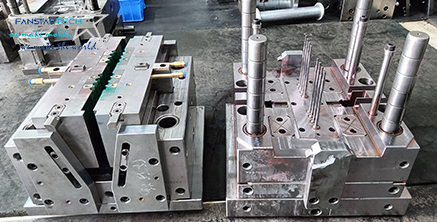
注塑模具兩板模一般是指在開模的過程中只分成了動模側和定模側兩半的模具。注塑模具三板模就是在開模的過程中公母模先不分開,而是撥料板先和母模板分開撥料板將料頭從產品上脫開,然后公母模分開,頂出產品的模具。
注塑模具成型缺陷縮痕主要是針對有表面外觀要求的成型產品而言的,主要是指成型品表面因收縮而產生輕微凹陷的現象。注塑模具設計的時候可以考慮通過減小成形品的厚壁部分或者采用非結晶型樹脂來減少縮痕缺陷的產生。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


