


注塑模具側向分型和抽芯機構按其動力源可分為手動、機動、氣動或液壓三類。范仕達的使命是掌握注塑生產核心技術,從成品生產需求與客人做模具制作前技術交流分析,讓模具交貨期短,壽命長,快速量產和成品質量優!
(1)注塑模具手動側向分型抽芯
模具結構比較簡單,且生產效率低,勞動強度大,抽拔力有限。故在特殊場合才適用,如試制新制品、生產小批量制品等。
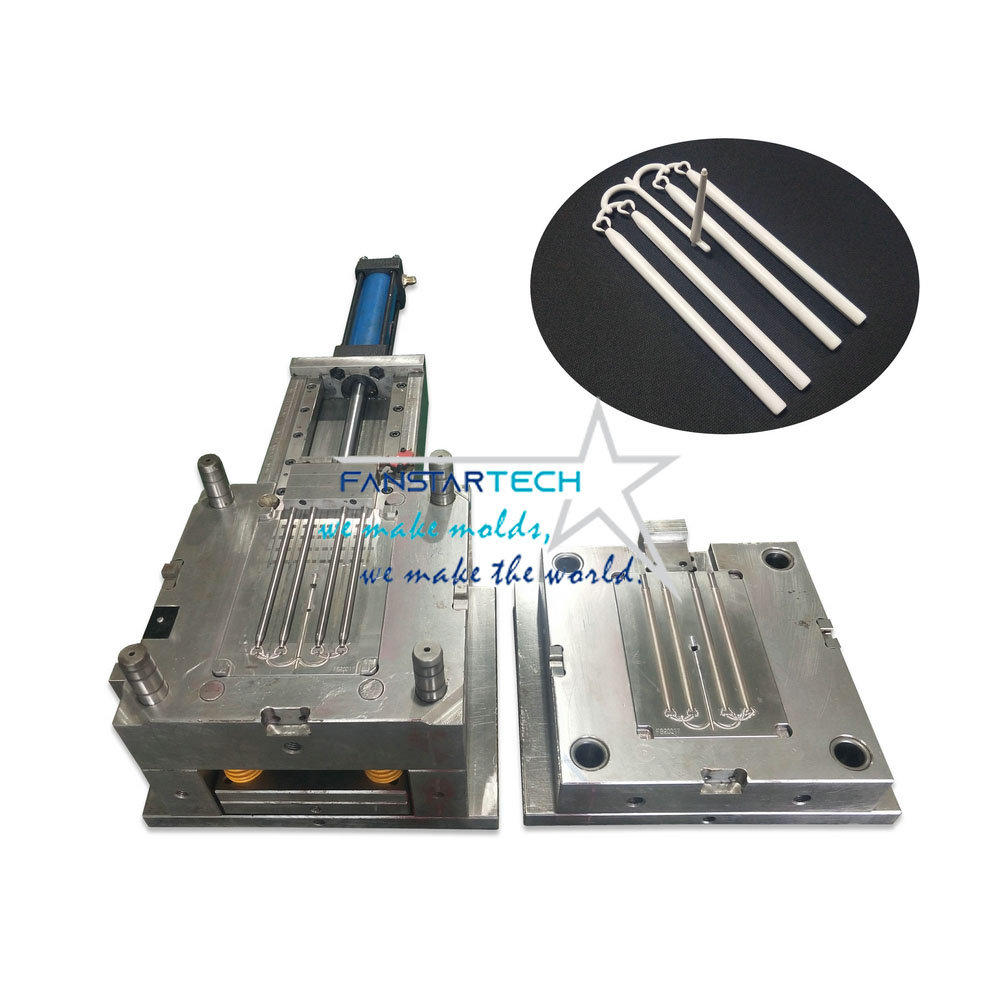
觸屏筆注塑模具
(2) 注塑模具機動側向分型抽芯
開模時,依靠注塑機的開模動力,通過側向抽芯機構改變運動方向,將活動零件抽出。機動抽芯具有操作方便、生產效率高、便于實現自動化生產等優點,雖然模其結構復雜,但仍在生產中廣為采用。機動抽芯按結構形式主要有:斜導柱分型抽芯、彎銷分型抽芯、斜滑塊分型抽芯、齒輪齒條分型抽芯、彈簧分型抽芯等不同形式。
①斜導柱分型抽芯:以注塑機的開模力作為抽拔力;結構簡單,對于中、小型芯的抽芯使用較為普遍;用于抽出接近分型面抽拔力不太大的型芯;抽芯所需開模距離較大;抽出方向一般要求與分型面平行;延時抽芯距離較短。
②彎銷分型抽芯:用于抽出離分型面垂直距離較遠的型芯;與斜導柱相比較,相同截面的彎銷所能承受的抽拔力較大;延時抽芯距離大;彎銷可設在模具外側,結構緊湊。
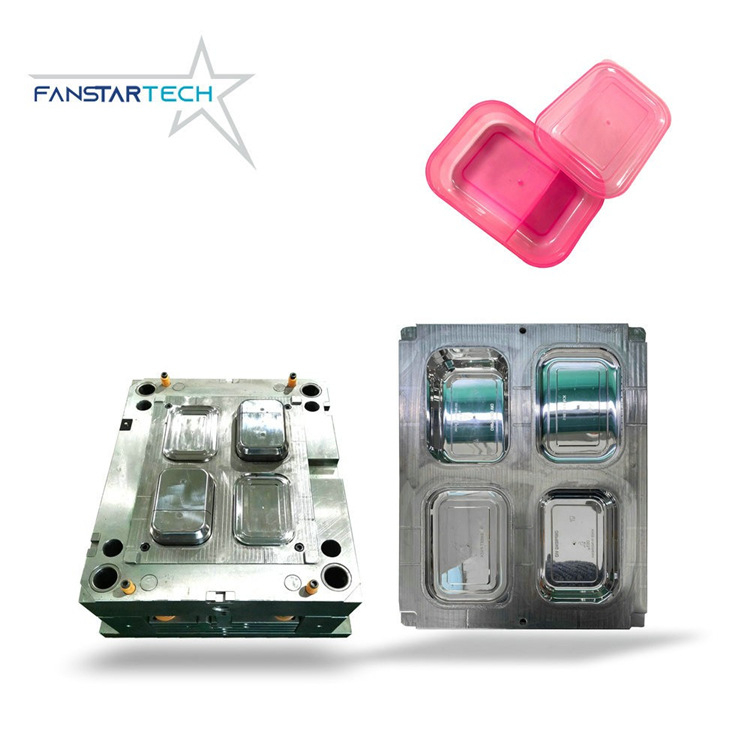
范仕達注塑模具
③斜滑塊分型抽芯:適應抽出側面成型深度較淺,面積較大的凹凸表面;抽芯與推出的動作同時完成:斜滑塊分型處有利于改普溢流、排氣條件:斜滑塊通過模套鎖緊,鎖緊力與鎖模力有關。
④齒輪齒條分型抽芯:
抽出與分型面成任何角度且抽拔力不大的型芯;抽芯行程等于抽芯距離,能抽出較長的型芯;可實現長距離延時抽芯;模具結構復雜。
(3) 注塑模具液壓或氣壓側向分型抽芯
系統以壓力油或壓縮空氣作為抽芯動力,在模具上配置專門的油缸或氣缸,通過活寨的往復運動來進行側向分型、抽芯及復位的機構。這類機構的主要特點是抽拔距長,抽拔力大,動作靈活,不受開模過程限制,常在大型注塑模中使用。尤其適用于備有油缸的注塑機。
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


