


注塑模具被二個分型面分成動中間板定模板,因此,又稱為三板式注射模。比如點膠口的塑料制品和汽車內襯板制品等由于采用點澆口,塑件和澆口凝料需分開取出的,因此需要有兩個分型面,分別用來取出塑件和凝料。
雙分型面注射模工作原理
注塑模具先后從A、B分型面開模以后,點澆口被拉斷,塑件和澆注系統凝料分開,分別從A、B兩個分型面取出。模具被A、B兩個分型面分成定模、中間板和動模三局部。
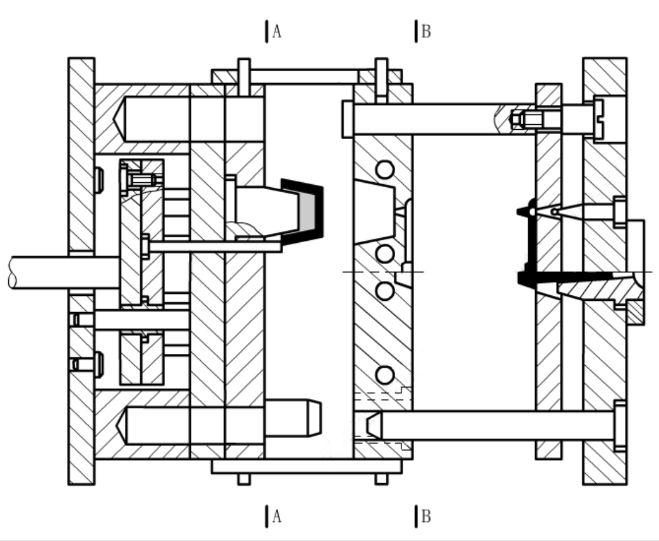
雙分型面注射模具結構圖
雙分型面注射模具特點
1)在塑件中心設置點澆口,截面積較小,塑件的外觀好,并且有利于自動化生產;
2)雙分型面的注射模結構復雜。本錢較高。模具的重量增大;
3)雙分型面注射模一般用于中、小型塑件或流動性較好的塑料成型。
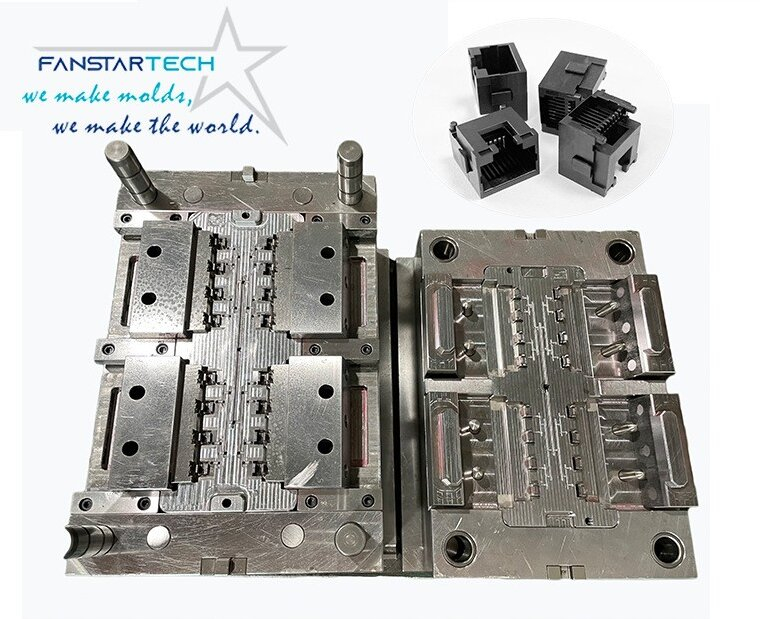
連接器注塑模具
雙分型面注塑模結構復雜,制造成本較高零部件加工困難,一般不用于大型或特大型塑料制品的成型。由于不用剪刀剪水口,僅僅留下一個小點在產品表面,適用于注塑壓力不是太大,外觀要求較高的產品。
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


