
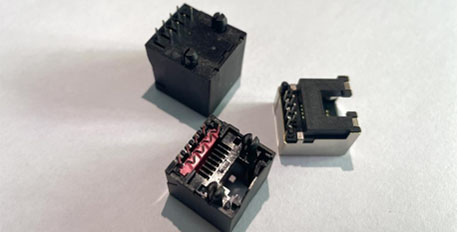
連接器模具的好壞決定了連接器是否足夠好的質(zhì)量,受到連接器模具業(yè)水平的限制,我國的連接器產(chǎn)品一直還是以低端市場為主。這兩年以來,經(jīng)過國內(nèi)連接器模具制造商和連接器廠商的努力取得了很大的進(jìn)步,我們的連接器向高端市場邁進(jìn)了一大步。
在注塑模具行業(yè),我們通常會有這樣的疑慮,是不是注塑模具溫度高,塑料制品的光澤度就高呢?現(xiàn)在我們就這個問題,結(jié)合范仕達(dá)多年的注塑模具經(jīng)驗(yàn)來做一個分析。希望能幫助大家解決這個疑慮。

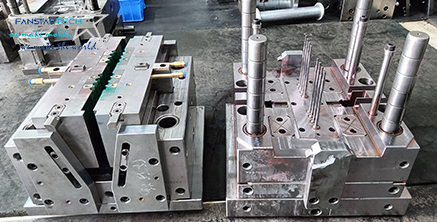
作為發(fā)展中國家盡管近年來國內(nèi)注塑模具也發(fā)展迅速,但在技術(shù)上仍與國外相距甚遠(yuǎn)。隨著科技的進(jìn)步發(fā)展,對模具的要求也在不斷提升,所以我們在制造模具的時候一定要注重模具的質(zhì)量,國產(chǎn)注塑模具的質(zhì)量如何提高,范仕達(dá)根據(jù)多年經(jīng)驗(yàn)總結(jié)了以下幾點(diǎn)
注塑模具制品凹痕主要出現(xiàn)在厚壁位置、筋條、機(jī)殼、螺母嵌件的背面等處,是因?yàn)樗芰侠鋮s硬化而造成收縮凹陷,所謂凹痕就是冷卻慢的部分在氣泡收縮的方向產(chǎn)生了顯眼的凹面。成型收縮性大的材料凹痕也大,例如聚乙烯PE、聚丙烯PP,即使只要稍微的加強(qiáng)筋,就會產(chǎn)生凹痕。

注塑模具制品色差收到多種因素的影響,其中最主要的因素包括注塑機(jī)及模具因素、原料樹脂色母的因素、色母同母料混合不均的因素、料筒溫度的因素、注塑工藝調(diào)整因素以及料筒溫度色母量的因素。下面小編將根據(jù)范仕達(dá)多年的注塑模具經(jīng)驗(yàn)給大家講述如何消除或者減少這些因素對注塑模具制品色差所造成的影響。

注塑成型的過程中,我們經(jīng)常會遇到注塑成品收縮以及進(jìn)膠口氣紋的問題,針對這一問題很多廠家也提供了很好的解決方案,但是小編認(rèn)為可能還不夠完善或者準(zhǔn)確,今天根據(jù)范仕達(dá)多年的注塑模具行業(yè)經(jīng)驗(yàn),小編做了匯總和整理,希望大家看完后可以幫助到大家徹底解決這兩個問題。
注塑成型的過程中經(jīng)常會遇到各種各樣的問題,今天小編就注塑成型中比較常見的難題及解決辦法進(jìn)行匯總整理,希望我們范仕達(dá)注塑模具的相關(guān)經(jīng)驗(yàn)可以幫助到大家,也歡迎大家積極交流!
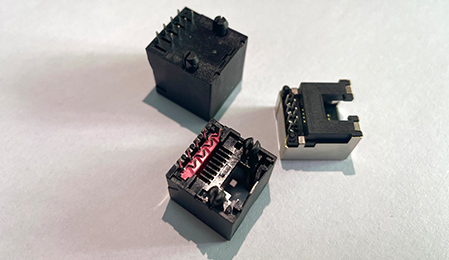
連接器模具基本上都是有五金件的,這個時候就需要采取嵌件成型的方法來解決,范仕達(dá)有多年嵌件成型的經(jīng)驗(yàn),也給客戶提供了各種各樣的接插件模具嵌件成型方案,所以需要連接器模具的找我們范仕達(dá)就對了。

作為制筆行業(yè)的您,是否在尋找一個專業(yè)開筆模具的廠家供應(yīng)商,而且希望他能夠很好地配合你快速完成筆模具的交付,以滿足您快速量產(chǎn)的需求。如果您有這樣的需求找我們東莞范仕達(dá)智能科技有限公司(簡稱范仕達(dá)FANSTAR)就對了,因?yàn)槲覀冇兄活w一樣的發(fā)心,那就是幫助客戶解決問題。
注塑模具因氣阱而導(dǎo)致欠注主要可以從三方面去解決,第一模具相關(guān)對策,第二注塑成型條件相關(guān)對策,第三成型產(chǎn)品設(shè)計(jì)相關(guān)對策。下面我們來介紹一下!

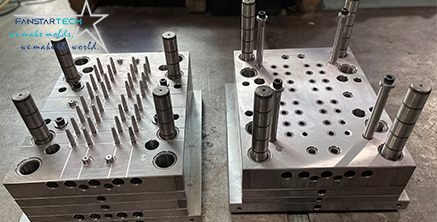
注塑模具放電加工,在塑料模具的模仁型芯的機(jī)械加工中,經(jīng)常使用放電加工法。放電加工法是一種即使是淬火后的堅(jiān)硬鋼材也能簡單地進(jìn)行形狀加工的優(yōu)秀機(jī)械加工法,也適用于精密的形狀和三維曲面的加工。
說到模具加工一定會想到塑料,在塑料制品中模具加工是常見一種工藝,除了一般的模具之外,還有一種雙色模具,它是由雙色注塑加工而成的雙色模具制品。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢智能科技有限公司")
智能科技有限公司")



