智能科技有限公司")
智能科技有限公司")

模具注塑成型制品產(chǎn)生白化的原因可能是脫模時(shí)的力不對(duì)導(dǎo)致脫模不良,脫模銷對(duì)注塑成型產(chǎn)品施加過(guò)大力,造成白化。或者是負(fù)荷過(guò)大,白色注塑產(chǎn)品只要加一點(diǎn)力量就會(huì)產(chǎn)生裂紋。
模具注塑成型制品產(chǎn)生白化解決方案
1.降低射出壓力;2.提高注射模型腔的光潔度;3.產(chǎn)品要有足夠的脫模斜度,脫模銷要平衡。
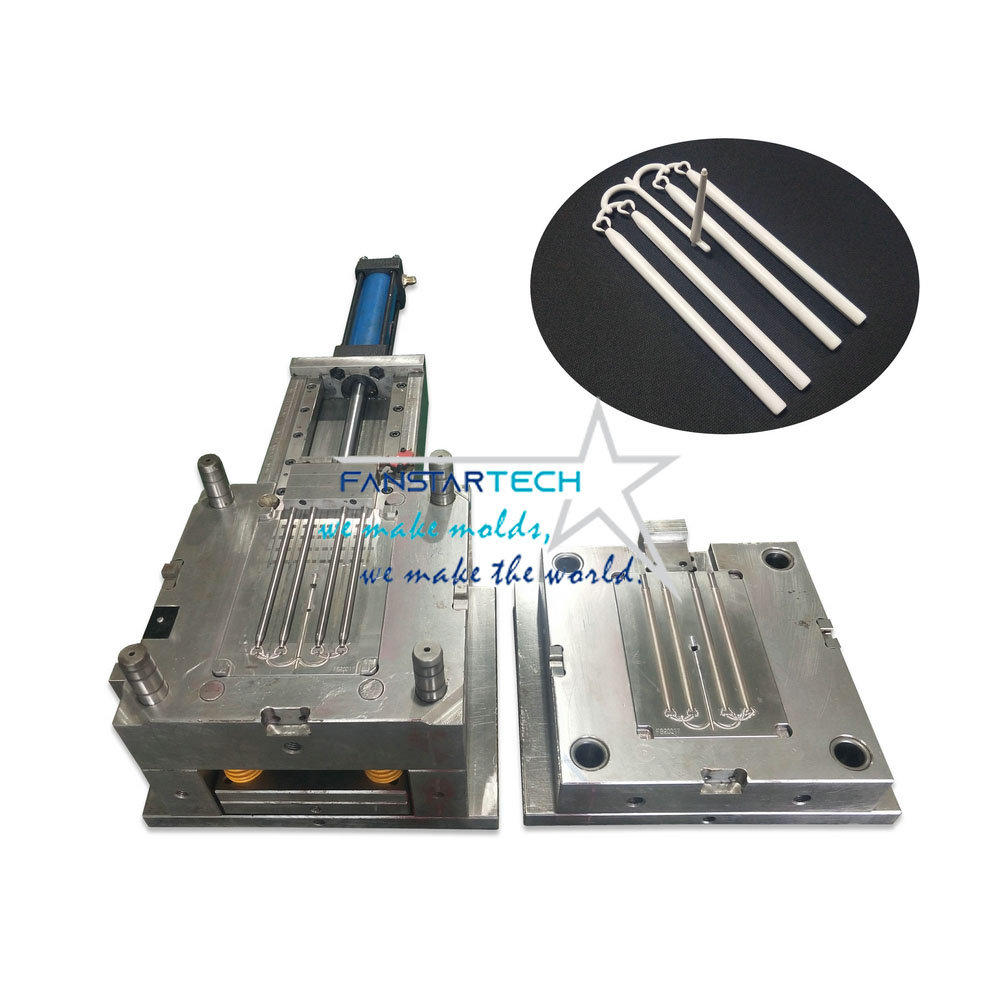
觸碰筆注塑模具
模具注塑成型制品產(chǎn)生白化注意事項(xiàng)
1.注塑成型產(chǎn)品由于脫模劑而產(chǎn)生熔結(jié)痕容易分離,必須避免;2.要區(qū)分熔結(jié)痕和裂紋,只需在產(chǎn)品上涂上墨水即可快速區(qū)分;3.注意在ABS塑料后加工應(yīng)考慮產(chǎn)品的白化現(xiàn)象;4.在熔融痕跡的地方容易出現(xiàn)飛邊等缺陷。

注塑模具配件全加工
由于材料的差異ABS容易發(fā)生白化,流動(dòng)性不好的塑膠材料在注塑成型過(guò)程中容易產(chǎn)生熔結(jié)痕等缺陷。模具注塑成型制品產(chǎn)生白化范仕達(dá)的使命是掌握注塑生產(chǎn)核心技術(shù),從成品生產(chǎn)需求與客人做模具制作前技術(shù)交流分析,讓模具交貨期短,壽命長(zhǎng),快速量產(chǎn)和成品質(zhì)量?jī)?yōu)!有需要注塑成型模具的歡迎聯(lián)系我們!
注微信公眾號(hào)") 關(guān)注微信公眾號(hào)
關(guān)注微信公眾號(hào) 微信咨詢
微信咨詢


