
注塑模具的開模壓力和速度的設定值都是理想的最大值,實際上的速度和壓力都不可以呢達到這一數值,這也是液壓設備的特性。多級注塑加工注射成型工藝是目前注塑模具成型技術中較為先進的注射成型技術。

生活中,我們使用的許多產品都是由注塑模具加工而成的,對于客戶來說,在尋找注塑模具加工廠之后,他們更關注的是他們的價格,范仕達小編告訴你在不知道注塑模具的材料、尺寸、穴位、精度、外觀要求等參數的情況下,報出來的價格是并不準確的,讓我們了解一下有哪些因素影響著注塑模具加工價格。

了解注塑模具加工行業的朋友都知道,精度越高的模具則表示質量越好,如果想接到一些有著高附加值的注塑模具工程,那么加工的模具精度必須要進一步的提高,這是注塑模具加工行業應該都知道的常識。

注塑模具生銹了該怎么辦,我們首先應該搞清楚注塑模具為什么會生銹,生銹了該如何處理更好,最后再總結出防止生銹的辦法。
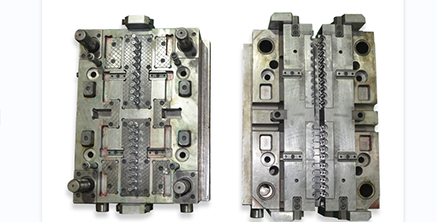
注塑模具的基本結構根據其使用功能可分為:成型零件、結構零件、澆注系統、冷卻加熱系統等構成,其中,與塑料直接接觸的零件為澆注系統和成型零件,隨著塑料制品的不同,這兩個部分也會發生變化。它們是注塑模具中較復雜的部分,接下來,將帶大家一起了解關于注塑模具的組成和功能。

熟悉的朋友都知道,雙色模具的工作原理是將兩種塑料材料在同一臺注塑機上,分兩次成型,但產品只出模一次的模具,目前,雙色模具在市場上越來越流行,該工藝可使產品外觀更加美觀,無需噴涂即可變色,但雙色模具對設計和注射成型要求較高。

雙色模具是指使用兩種不同類型的塑料,且兩種塑料在產品上能夠明顯區分的塑料制品稱為雙色制品。安裝在具有兩套注塑裝置的同一臺注塑機上,注入兩種塑料生成雙色制品的模具稱為雙色模具。一般這種模塑工藝也被稱為雙料注塑,雙色模具在市場上越來越流行,所產出的產品外觀美觀,而且不需要噴涂,缺點就是成本高,但對設計及注塑成型的要求高。

眾所周知,雙色模具是將兩種塑料材料同時使用在同一臺注塑機上,分兩次成型,從而實現兩種材料成型的注塑件成型過程,雙色注塑成型已廣泛應用于幾乎所有塑料領域,如電子產品、電動工具、醫療產品、家用電器、玩具等,接下來就來給大家介紹一下雙色模具的設計要點和注意事項。
塑料模具廠的制作流程你清楚嘛?如果不清楚,那么現在就帶你了解,塑料模具廠從接到塑料模具制作任務書開始后面還有著許許多多的步驟,都是必不可少的,今天就來給你介紹一下塑料模具廠整個的制作流程是怎么樣的。
注塑模具加工完整的工藝流程包括工程審圖→供應商報價→訂單→模具2D和3D組立設計→客戶圖檔確認,開始下料→供應商每周提供一次模具進度表→試模→樣板檢測:T1,T2,T3→樣板檢測客戶確認OK→走模前準備→模具交付,下面來對注塑模具加工每一個工藝流程步驟做詳細的講解,希望大家對注塑模具加工有一個更深入的了解。
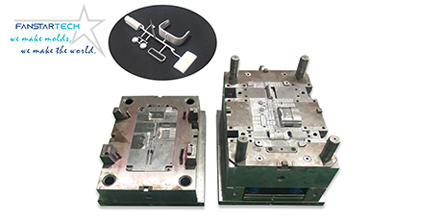
塑膠模具觸控筆結構包括筆桿、電極組件和絕緣環,單套小筆頭塑料模具的復雜程度有點超出想象了:脫螺紋模具+包五金件+二次包膠,并且五金件的體積堪比針尖,需要采用真空吸筆才能將小小的五金件嵌入塑膠件中,雖然在開發過程比較艱辛,但是能得到讓客戶滿意的結果,能得到客戶的肯定,就是范仕達塑膠模具廠的價值所在。。

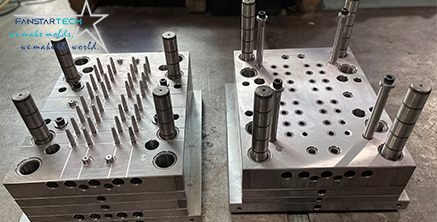
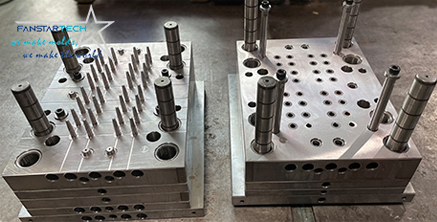
就材料而言,注塑模具有著軟模和硬模之分。軟模具通常由P-20預硬化鋼制成。比較落后的會采用45號以上碳鋼制造,生產能力一般在50萬次左右;注塑模具的硬模由熱作模具鋼制成,如H-13(鉻鋼)或420(不銹鋼),它需要熱處理工藝,材料和加工成本是原來的兩倍多,生產能力一百萬次以上。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


