
由于注塑模具溫度必須保持在130~150℃,所以需要用油對模具進行溫度調節,或是利用筒式加熱器保溫。PPS樹脂聚苯硫醚的價格曾經較為昂貴,不過最近由于批量化生產的緣故,已經穩定在一個合理的價格范圍內。
注塑模具在成型加工時,側抽芯滑塊、推桿、推管、中心銷等都可能發生"卡死"的現象。為了防止出現卡死,需要進行恰當的潤滑管理,采用免維護式零件結構。"卡死"屬于滑動面的異常磨損,根據異常磨損的產生原因不同,可分為腐蝕磨損、粘附磨損、微動磨損、疲勞磨損以及研磨磨損。
注塑模具標準零件限位塊很少用于單模,多用于連續模等。安裝位置多在構成凹模板等注塑模具的板的外側的模架部分。準備工作完成后進行調整時,有可能不小心夾到手。準備工作完成后限位塊的作用就結束了,為了防止該部分夾手,應卸下蓋子,留出空隙,以確保安全。

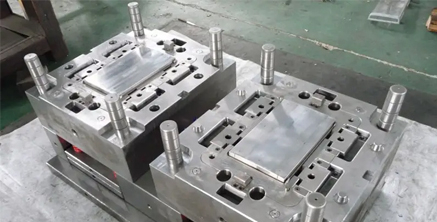
注塑模具板件結構數量少時當然能夠以較低的成本制作模具。應考慮注塑模具的用途及模具精度來決定板件的結構組成。決定注塑模具結構的一個主要因素是板件的結構。板件的結構與注塑模具主要板件的制作方法有很大關系。

在注塑模具成型加工中,熔融塑料材料在流道中流動,通過澆口后到達型腔中。在這一系列的流動過程中,會逐漸損失壓力。利用CAE可以判斷出壓降預測的趨勢,但為了在實際的注塑成型中優化出必要的精確流動狀態,思考基于理論的思路,然后運用通過微調試錯獲取到的經驗是非常重要的。
玻璃纖維本身的強度比塑料更高,但單獨使用玻璃纖維時抗沖擊性較差,材質較脆,通過與塑料混合使用,可以避免脆性,作為成型材料更耐用。因此在注塑模具注塑成型的過程中往往會加入玻纖,這樣將提高成型制品的耐用度,但是有幾個問題點需要特別注意。
注塑成型材料環烯烴聚合物COP具有優良的特性,在平板液晶電視和手機終端相關光學元件領域的應用正在快速增長的背景下,COP廣泛應用于平板顯示器用導光板、光拾取透鏡、光盤等光學元件。環烯烴聚合物COP優點主要有雜質少、極小的吸水性、良好的流動性以及優異的透明性。
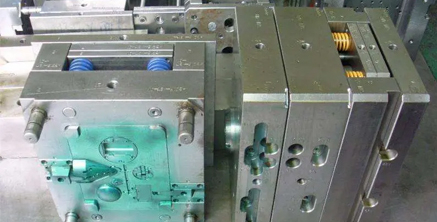
一般注塑模具只進行一次頂出,但兩段式頂出結構可以在模具內部進行有時間差的2次頂出,所以當僅依靠1次頂出無法將成型制品從模具中取出時,這種結構機制更為方便。由于注塑模具成品的形狀特殊,或者是為了量產的需求,如果在一頂出后,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。這樣的頂出動作設計,稱為二次頂出。

注塑模具廠家那么多到底哪家好呢?市場的注塑模具廠有很多,可以說是參差不齊,讓人很難分辨。但是小編認為一家可以幫助客戶解決問題給出滿意的解決方案,并且能夠給客戶創造價值的廠家肯定不會差。范仕達始終堅持幫助客戶解決問題的理念,幫助客戶成長的同時成就自己。

注塑模具成型加工因氣泡而導致的填充不足主要可以從三個方面來考慮,成形品設計、注射條件以及注塑模具。每個方面所產生填充不足的原因是不同的,因此需要采取的相對應措施也不同。
注塑模具成型材料液晶聚合物(LCP)電氣特性及振動吸收性能也很良好,并且具有自滅火性,是耐熱性良好的結晶性樹脂。另外,在流動方向和流動方向的垂直方向上的成形收縮率有些差異,在注塑模具設計時需要靈活使用技術訣竅。
注塑模具成型不良燒熔會導致外觀品質不良及零件形狀缺失、物理性能降低等不良。主要可以從注塑模具本身、注塑工藝以及成型品設計三個方面來考慮燒熔的解決方案。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


