


注塑成型是一種常見的制造工藝,它可以將塑料材料注入到模具中,然后通過加熱和冷卻來使材料變形并最終成型。然而,在注塑成型過程中,有時會出現翹曲的情況,這會影響產品的質量和生產效率。本文將介紹注塑成型出現翹曲的原因及其解決方案。
注塑成型出現翹曲的原因有很多,其中一些常見的原因包括:
1.模具設計不合理:模具的設計應該能夠適應材料的變形,如果模具的設計不合理,就會導致翹曲的情況發生。
2.材料選擇不當:材料的選擇也是非常重要的,如果材料的硬度過高或者溫度控制不好,都會導致翹曲的情況發生。
3.注塑工藝參數不合理:注塑工藝參數包括溫度、時間和壓力等,如果這些參數不合理,就會導致翹曲的情況發生。
4.材料流動性不好:如果材料的流動性不好,就會導致材料在模具中固化,從而出現翹曲的情況。

雙色鍵帽注塑成型
與加工參數有關的原因與改良措施:
1、模內壓力太高 降低保壓,將保壓切換提前
2、模溫太低 增加模具溫度
3、流體前鋒,粘性太低 增加注射速度
4、熔料溫度太低 增加料筒溫度,增加螺桿背壓
與設計有關的原因與改良措施:
1、模溫不穩定 提供冷卻/加熱均衡的模具
2、截面厚度不規則 按樹脂特性重新設計制品形狀尺寸
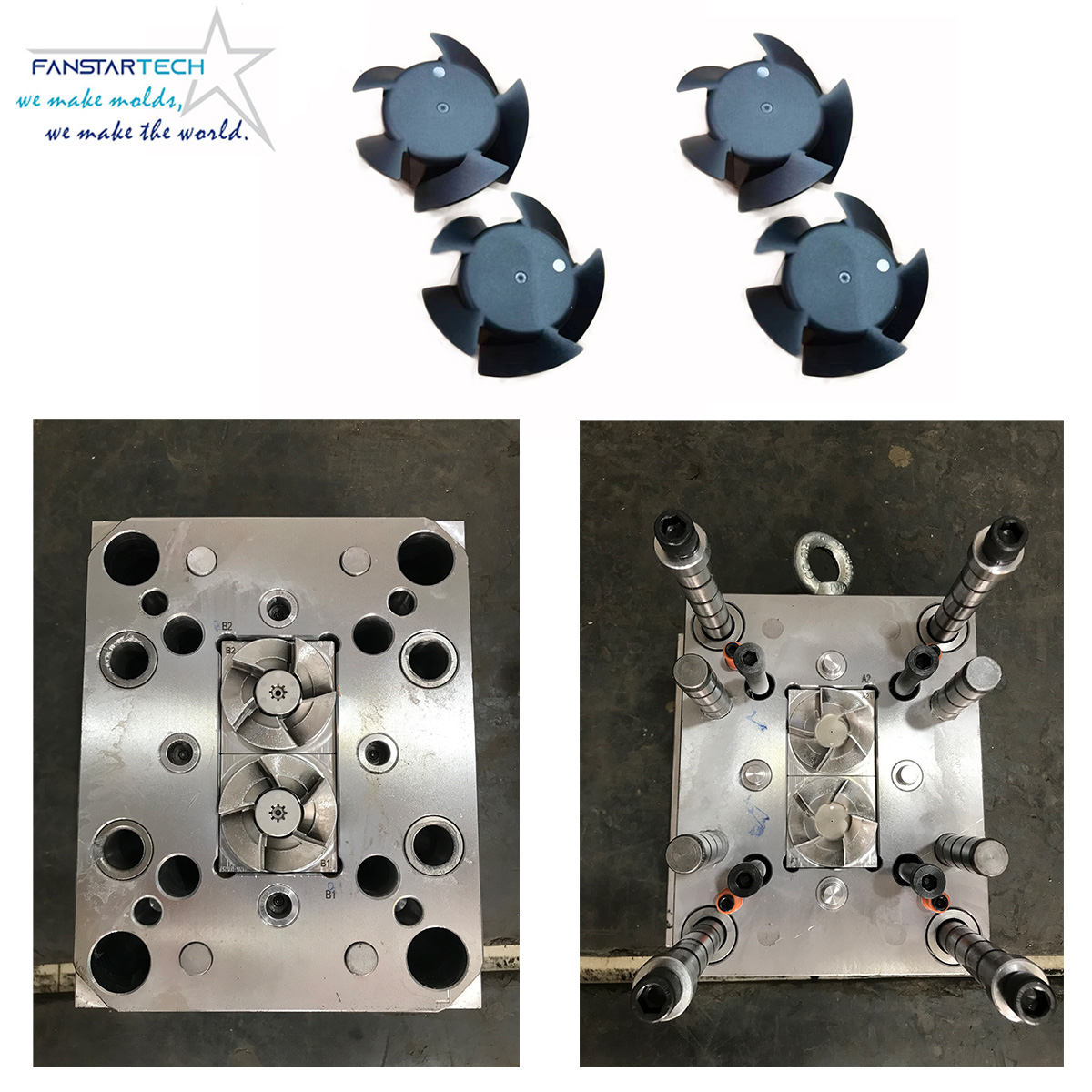
工業風扇開模注塑
注塑成型出現翹曲具體指制品的形狀在制品脫模后或稍后一段時間內產生旋轉或扭曲現象。典型表現為,制品平坦部分有起伏,直邊朝里或朝外彎曲或扭曲。特別是用部分結晶材料制成的制品,如PE、PP、POM比非晶體材料如PS、ABS、PMMA和PC更容易產生縮壁,更易于翹曲。
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


