


注塑模具由動模和定模兩部分組成,動模安裝在注射成型機的移動模板上,定模安裝在注射成型機的固定模板上。 注射模具在工作過程中,固定和移動模具可能發(fā)生偏移,最終導致導柱表面粗糙和損壞。當情況嚴重時,導柱會彎曲或切斷,甚至無法打開模具。
注塑模具定模動模發(fā)生偏移問題原因如下:
1.充料速率不同。大型模具就會產(chǎn)生動模和定模偏移情況,而動、定模偏移會將側向偏移力將加在導柱上,導致導柱表面出現(xiàn)拉毛、損傷、彎曲、切斷等情況。
2.在裝模時,受到模具自重的影響。在不斷的開模合模的持續(xù)動作中由于動模和定模的重量不同,慢慢的也會導致偏移。
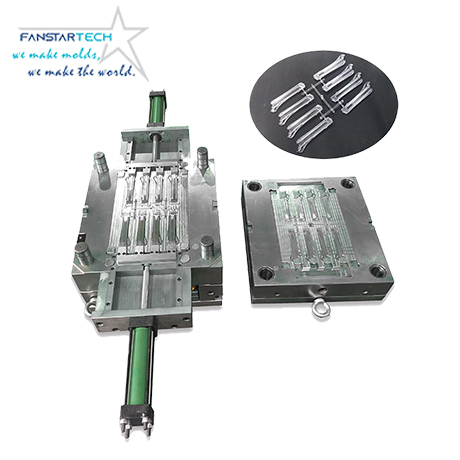
范仕達注塑模具
注塑模具定模動模發(fā)生偏移解決方法如下:
1.在注塑模具分型面上增設高強度的定位鍵,比如圓柱鍵。這樣將大大降低定模和動模偏移的幾率。
2.注意導柱孔與分模面的垂直度,在加工時要保證動、定模的同心度,減小垂直度誤差;
3.保證導柱及導套的熱處理硬度達到應有的設計要求。導柱及導套的硬度不夠的話容易發(fā)生變形,從而導致定模和動模的偏移。
范仕達榮譽證書
對于注塑模具導柱孔、分模面來說,垂直度是很重要的。在加工時,是采用動、定模對準位置夾緊后注塑加工的。范仕達的使命是掌握注塑生產(chǎn)核心技術,從成品生產(chǎn)需求與客人做注塑模具制作前技術交流分析,讓注塑模具交貨期短,壽命長,快速量產(chǎn)和成品質(zhì)量優(yōu)!有需要注塑注塑模具的歡迎聯(lián)系我們!
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


