


PET樹脂的原料是石油基材料,PET樹脂注射成型技術已日漸趨向于達到成熟水平,對于PET樹脂注塑成型來說,必須控制好注塑模具溫度和樹脂溫度。
PET的主要注塑成型條件:
1.注塑成型料筒溫度。
PET的成型溫度范圍窄,溫度的高低會直接影響制品的性能。若溫度過低,則塑化不好,使塑件出現凹陷、缺料等缺陷;反之,溫度過高,會造成溢邊,噴嘴流涎,色澤變深,機械強度下降,甚至引起降解。
2.注塑模具溫度。
注塑模溫直接影響熔料的冷卻速度和結晶度,結晶度不同、則塑件性能不同。通常,模具溫度控制在100~140℃,當成型薄壁塑件時,可取小值;成型厚壁塑件時,可取大值。
3.注塑成型注射壓力。
PET熔體的流動性好,易于成型,通常采用中等壓力,注射壓力的確定, 應考慮PET的粘度、填料的種類和數量,澆口的位置及大小,塑件的形狀和尺寸、模溫、注塑機類型等。

PET注塑成型塑料
目前PET樹脂注塑成型技術運用在以下方面:
1.應用于耐腐蝕性要求高的注塑成型產品
用純F4樹脂制造各種化工容器和零件,如管材、儲罐、反應釜、設備襯里、閥門、泵體、接頭、過濾材料、分離材料等一切與有腐蝕性介質接觸的制品。
2.應用于耐磨要求高的注塑成型產品
對F4進行填充耐磨改性處理,可用于耐磨材料,如轉動、靜密封環、活塞環、墊圈、閥瓣、閥座、軸承、軸瓦、滑塊、導軌等
3.應用于絕緣性要求高的注塑成型產品
用純F4樹脂制造耐高溫、高頻電絕緣制品,如高頻絕緣子、高頻電纜、耐潮濕電纜、電容器線圈、電機槽的絕緣及集成電路板等。
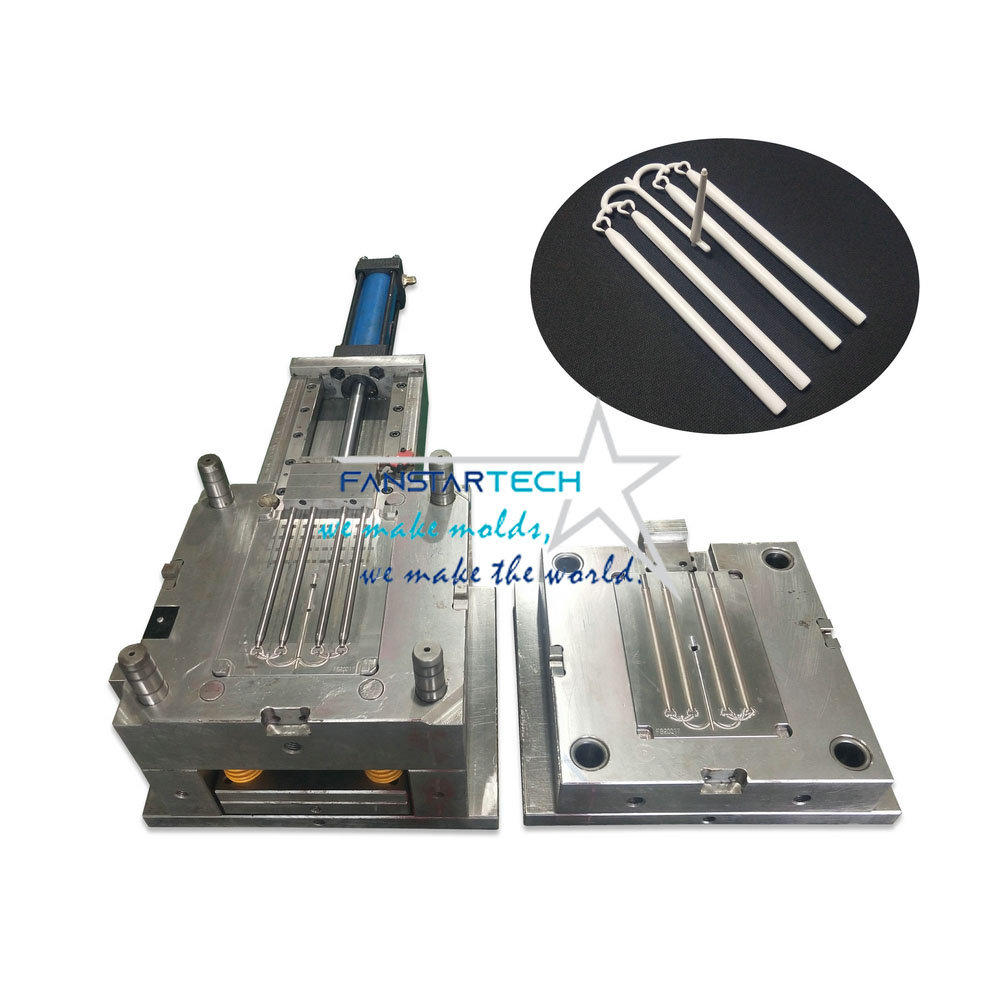
范仕達觸屏筆模具
由于與水反應會發生水解,進行PET樹脂的注塑成型時,必須設置材料預干燥設備,需要提高管理水平,貫徹對成型材料母粒進行預干燥。范仕達的使命是掌握注塑生產核心技術,從成品生產需求與客人做模具制作前技術交流分析,讓模具交貨期短,壽命長,快速量產和成品質量優!有需要注塑模具的歡迎聯系我們!
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


